Dissimilar Metal Welding: Solving Weak Weld Issues in Axial Welded Parts
With years of experience in welding of lamp lead wires, diode leads, resistor elements and an uncounted variety of wire-to-wire and wire-to-pellet weld types, the most common quality issue is weld strength. Measurement techniques include axial pull, bend test, and shear pull test. The test or combination of tests performed depends on the requirements of the end user. The two welding techniques used by CIT in axial lead wire welding are Resistance and Arc Percussive. In the case of Resistance welding we use several methods: AC synchronous, High Frequency DC, Pure DC and Capacitive Discharge DC welding. In the case of Arc Percussive welding we use Nib Start and RF Start Arc Percussive with capacitive discharge current source.
As in all welding, material selection is critical to weld integrity. The end user determines the selection of the desired metals used by CIT. Our challenge is to determine the most efficient technique to join the various metals.
When working with metals such as nickel steel, pure nickel, tungsten, moly, and copper-clad steel, Resistance welding is often the first choice. With these types of metals the interface between the two work pieces will have a relatively high resistance that creates the needed welding heat. Depending upon the physical dimensions of the work pieces and the type of materials, welding rates will vary from 26 to 400 welds per minute.
When working with combinations that use high conductivity metal for both work pieces, the low interface resistance prevents the use of Resistance welding so Arc Percussive is typically used. There are also many instances where because of speed or connection configuration that Arc Percussive welding will be used in place of Resistance welding.
We define weld failure as a separation of the weld nugget from one or both of the work pieces when tested. Weld failure may also result because of recrystalization of one or both of the work pieces. In the welding techniques used, there are no filler metals used so the entire weld nugget will consist of one or both of the parent materials. The typical failure mode in the axial pull test is breakage of one of the work piece wires away from the weld area. The typical weld failure mode for the shear test should be a tearing of one work piece at the weld nugget interface removing a portion of the metal with the nugget. This strength data would be entered into a statistical program and used for the control of the process.
Causes of Weak Weld Joints in Axial Lead Wires:
1. Oxide in the Weld Junction
A good metallurgical bond between two metals requires that any oxides in the bond be not created nor removed, letting the metals properly mix at the weld junction. In the case of resistance welds, the heat and pressure displace the metal at the junction exposing underlying metal for bonding. When welded in free air, the metals that flow around the weld junction will oxide, preventing the bonding of the flowed metals outside the area of high pressure and heat. For this reason it is important to have the work pieces clean and in our weld process the wires are cut just prior to welding. To improve weld strength and consistence it is often necessary to flux the weld area and/or weld in under a shield gas.
Resistance Welded Leads

Welded in free air
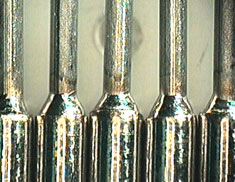
Welded using N2 gas
The oxides formed during welding caused the melted nickel steel to ball in the free air welds. The addition of N2 shield gas prevents oxides and allows the smooth flow of the nickel steel.
When welding using Arc Percussive, the heat of the arc and hot forging of the impact will displace the oxides in the immediate weld junction while surrounding the heat-affected zone with oxidize. The oxide will affect the shape of the weld knot by providing surface tension that will typically form a ball. In many cases the ball formed is desirable and provides size to the weld knot. When a shield gas is used to prevent oxides, the clean-heated metal and lack of metal oxide allows the metal to flow smoothly, forming a smooth weld junction.
Arc Percussive Welded Leads

Arc weld N2 shield gas
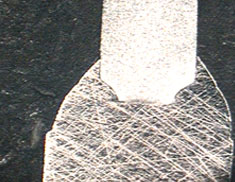
Nickel around Moly
2. Cold Weld
A cold weld is caused by either insufficient heat to fully melt the metal work pieces or, in the case of Arc Percussive weld, a cooling of one or both work pieces prior to the impact forging the junction. With Arc Percussive, a microscopic inspection of the broken weld junction will reveal the cold weld. In this failure, the surface of the metal in the weld junction will, at some percentage, be shiny finish. This shiny finish indicates the metal surface has cooled prior to the impact. The cause for this problem is related to the arc time. When using capacitive discharge as the weld current source, the available energy is a function of voltage and capacitance (1/2 CE2). As the capacitors discharge, the voltage drops. The rate of discharge is controlled by the series resistance and capacitance of the circuit (T=RC). As the capacitors discharge and the current decays to a point, there is not enough energy to continue melting the metals and they will then begin to cool. The proper settings will cause the two work pieces to impact before the current decays to this point.
3. Small Weld Knot Size
In many cases a small weld knot is desirable, but when Resistance welding refractory metals such as Moly or Tungsten to nickel steel, the only material that flows is the steel. To make welds that are strong requires additional steel to flow symmetrically around the weld interface. The additional steel around the weld bolsters the junction when stressed axially or when pulled radially.
Resistance Welded Leads
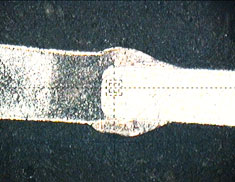
Strong Tungsten Weld
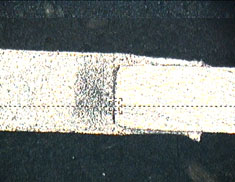
Weak Tungsten Weld
4. Recrystalization of the Metal in the Heat-Affected Zones
This problem is most prevalent when welding refractory metal. These metals, when in wire form, typically have long interlocked grain due to the drawing process. This grain allows for some degree of ductility. If the wire is heated to welding temperatures, the rapid cool after welding forms small non-ductile grain structure. To accommodate this issue it is common to bury the heat-affected portion of the refractory metal in the weld knot. The non-refractory metal then prevents flexure of the brittle refractory metal.

Comments are closed.